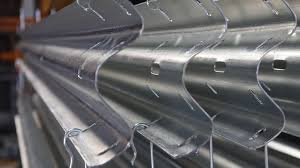
В промышленности процесс покрытия поверхности цинком получил название горячее цинкование металла. Этот метод подразумевает под собой погружение необходимой конструкции в раскаленный до 500°С цинк. Благодаря такому способу вся поверхность становится оцинкованной.

Современные способы горячего цинкования имеют следующие преимущества:
• высокая стойкость к любым агрессивным жидкостям;
• электропроводимость отмечается как удовлетворительная;
• степень защиты покрытого металла доходит до 98%;
• экономически выгодное производство;
• простой метод покрытия поверхности крупного размера;
• стоимость оборудования и материала значительно дешевле аналогов;
• коррозия в неповрежденном покрытии исключена.
Самые важные моменты в процессе покрытия горячим цинкованием
Конструкцию перед покрытием цинком следует обработать, есть несколько способов: флюсование, травление, обезжиривание поверхности и промывка.
• Щелочные растворы в составе с кислотами призваны убрать любые вида масляного слоя. Они произвольно могут образовываться на металлах в процессе их производства. Для закрепления полученного результата нужно провести обмывку.
• В случаях имеющейся ржавчины следует прибегнуть к травлению. Именно ей отводится главная роль по удалению ненужных наслоений. В качестве вещества травления выступает соляная и другая едкая жидкость. Меры предосторожности на данном этапе очень повышенные, не редкими случаями становятся чрезмерные разрушения поверхности.
• В ванную с флюсом предварительно заливают раствор перекиси водорода. Он дает возможность очистить все поверхности, а в осадок выпадут многих ненужные элементы, которые желательно профильтровывать. Теперь можно помещать изделие в ванну для процесса флюсования.
Окончательным действием в подготовке становится подогрев конструкции до 100°С. Это необходимо выполнить по причине удаления любой влаги.
Горячее цинкование проводиться с точными показателями температуры, последующим погружением и охлаждением. Держать деталь в цинке нужно не более 9 минут – это считается оптимальным сроком для покрытия всей поверхности. От скорости вытаскивания будет контролироваться уровень слоя, чем быстрее, тем этот показатель будет меньше.